TAKISAWA TM Series | 瀧澤 複合CNC車床 TM系列

刀架型·4軸複合加工車床
棒料加工直徑Ø82mm。配置上下Y軸的複合CNC機床,是棒材加工的最佳選擇。機床內部自動進行工件下料,並且工件下料並不占用額外空間。結構緊湊,具有卓越的生產率。
主要機床規格
| 項目 |
TM-4000Y2 | TM-4000Y | TM-4000 | |
| 上方刀架Y軸 | • | • | - | |
| 下方刀架Y軸 | • | - | - | |
| 右主軸 | • | • | • | |
| 卡盤尺寸 | inch | 8 | 8 | 8 |
| 刀架型式 | 12工位刀架(T12) | |||
| 最大加工直徑 | mm | Ø215 | ||
| 最大加工長度 | mm | 800 | ||
| 棒料加工直徑*1 | mm | Ø82 | ||
| 左主軸轉速 | min-1 | 4200 | ||
| 右主軸轉速 | min-1 | 5000 | ||
| 旋轉刀具轉速 | min-1 | 6000 | ||
| 快速進給速度(上方刀架) | m/min | X1:22/Y1:12/Z1:30 | X1:22/Z1:30 | |
| 快速進給速度(下方刀架) | m/min | X2:20/Y2:12/Z2:30 | X2:20/Z2:30 | |
| 左主軸電機 (S3 25%/連續) |
kW | 18.5/15 | ||
| 右主軸電機 (S3 25%/連續) |
kW | 15/11 | ||
| 旋轉刀具主軸電機 (S3 25%/連續) |
kW | 7.5/3.7 | ||
| 機床高度 | mm | 2444 | ||
| 占地面積 | mm | 4741x2748 *2 | ||
| 機床重量 | kg | 9370 | 9330 | 9280 |
•:標準 -:無
*1)如果安裝不同的卡盤和氣缸,則可加工的棒料外徑會不同。
*2)包含油盤、鐵屑輸送機和操作面板的尺寸。
特徵
• 高剛性45。斜床身結構。
• 上下Y軸(Y1軸:+70~-50mm,Y2軸:+30~-50mm)。
• 18.5/15kW採用大功率、高扭矩電機主軸。
• 銑削力7.5/3.7kW。
自動化整合(選配)
通過內置下料機、工件輸送帶全面支持自動化生產

iHMI 人機介面

操作舒適簡單,輕鬆應對各種加工!!
配置加工現場的"計畫""加工""提高"等各過程所必需的功能,持續提供卓越的加工支持!
• 通過防止漏看失誤功能為加工提供強大支持。
• iHMI 加工程序編程支持。
• 交互式編程(PANEL iH Pro)車床專用。
• 機械防碰撞功能(PANEL iH Pro)。
我們是CGTech"技術合作夥伴計畫"成員


觸摸屏操作面板
15英吋(標準) 19英吋(選配)
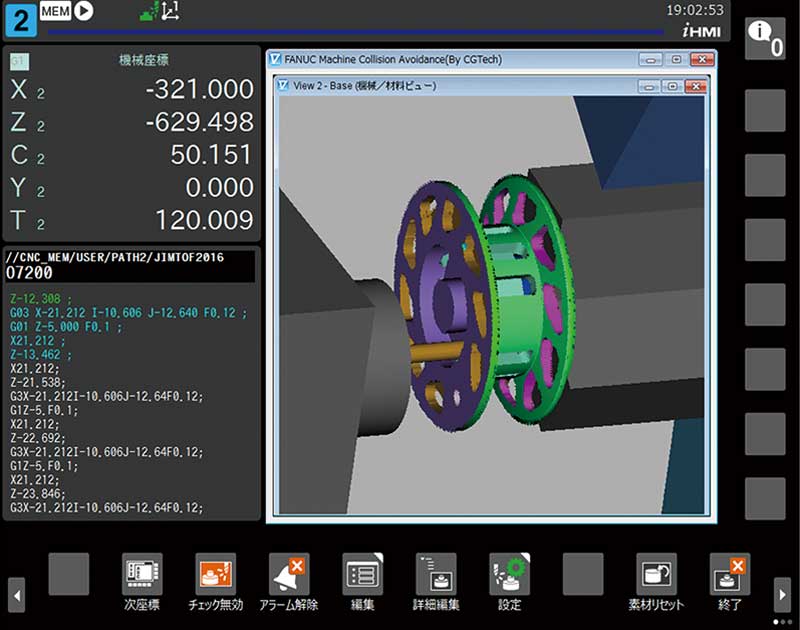
機械防碰撞功能
瀧澤獨創的對話軟體 針對Tiwap-1 (選配)

"TiwaP-1"是一個互動的編程系統,完全支持創建、模擬和加工程序的執行,以減少操作人員的勞動。
通過交互系統"輸入"便於操作者使用,無需具備G代碼知識就可創建程序。可以通過使用3D動畫和刀具路徑圖,模擬切削效果來完成程序的"檢查"。在"操作"中,加工主軸和工藝類型的順序被自動識別,以便使主軸控制和C軸回零達到最佳程度。