文威KURODAww 超高主軸速度的精密小孔徑彈性夾頭 µ-ACE/CMZ
能夠實現極高質量加工的高精度刀柄!
• 適用於超高主軸速度
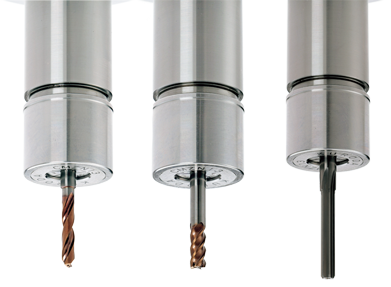
若要降低高主軸速度所造成的風噪聲,從CMZ中拆除扳手螺母的槽。螺母和筒夾結構非常平衡,能夠滿足高達40000min-1的極高主軸速度。
• 高剛性和高夾緊力
比舊款CMA刀柄設計更長的配件保證了高剛性。按照常規方法,螺母集成了滾珠軸承,以提供具有輕型緊固扭矩的高夾緊力。(請使用單獨的扳手。)
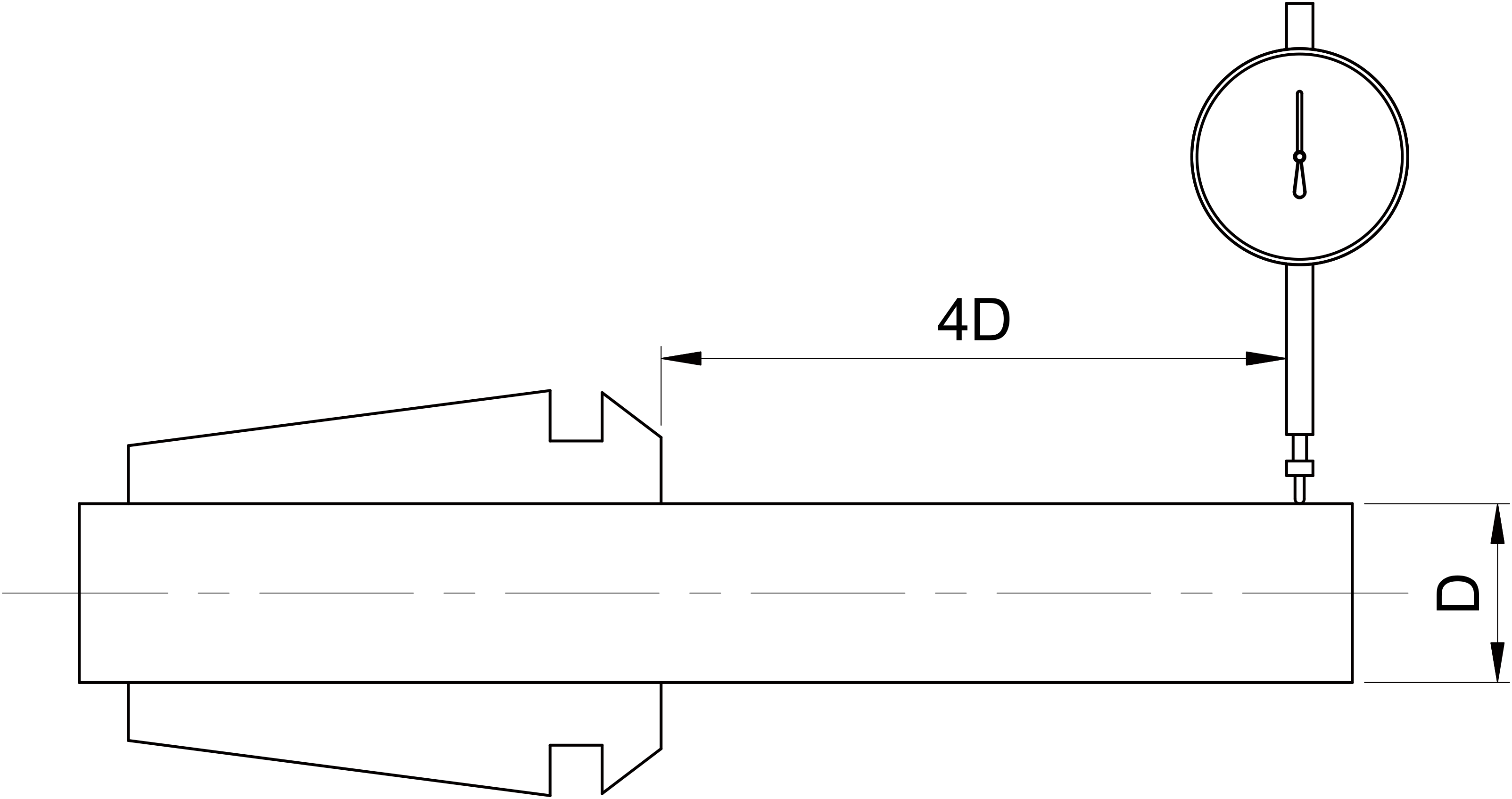
• 高精度
筒夾偏擺精度:最大值為3µm/4d (精度等級AA)
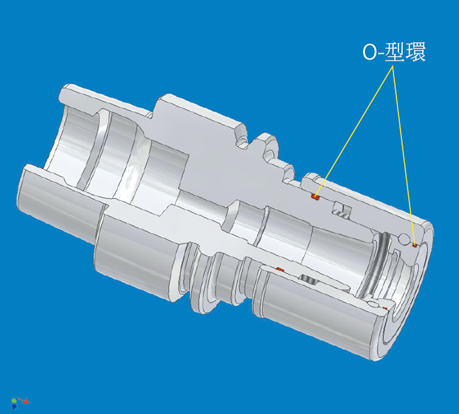
• 高密封性能
螺母和刀柄體之間提供了O型環。這種結構能夠防止切屑進入。
文威KURODAww 精密小孔徑彈性夾頭"µ-ACE"/CMZ
• 筒夾的偏擺精度最大值為3µm/4d(等級AA)
.png)
• 強大的夾持力和高剛性
使用最佳1/5筒夾錐度確保了強大的夾持力。夾持力、夾持行程、筒夾孔徑的收縮及其他因素都達到高度平衡。所有尺寸的螺母都集成了滾珠軸承,能夠從輕型緊固扭矩達到較大的夾持力。通過增加夾緊筒夾錐度部分的厚度而提供了高剛性。
• 易於更換筒夾
考慮到平衡因素,採用半月式環,簡單就能更換筒夾。

• 適用於鑽孔刀、面銑刀、絞刀、絲攻等加工。
• 適用於高轉速
考慮到平衡的設計,最高可用於主軸轉速30,000min-1的高速旋轉。
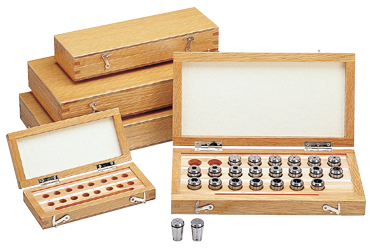
• 提供多種附件
五種類型的筒夾可用於夾持直徑在0.5~20mm之間的切削工具。


介紹影片